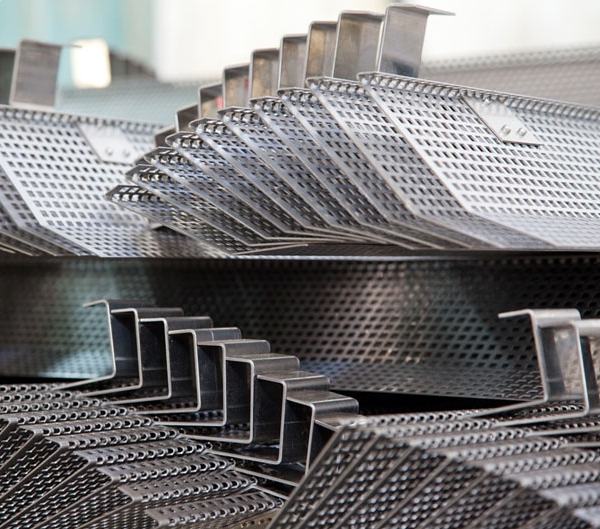

Гибка перфорированных листов: перфолисты по индивидуальным заказам
Гибка перфорированных листов представляет собой процесс деформации металла с целью придания ему определенной формы.
В нашей компании все операции по гибке перфорированных листов осуществляются на новейшем специализированном финском оборудовании, позволяющем добиться высокой точности выполнения всех операций.
Благодаря высокой квалификации и накопленному опыту наши специалисты в короткие сроки выполняют даже сложные, нестандартные заказы. Производственный процесс в среднем занимает всего от 2 до 4 дней, после чего готовые изделия отгружаются заказчику.
Позвоните нашим менеджерам и уточните детали размещения заказа!
Гибка перфорированных листов
Многие изделия из перфорированного металла, пользующиеся сегодня широкой популярностью, имеют изогнутую объемную форму. Это уличные урны, садовые скамейки, торговые витрины, выставочные стенды, декоративные ограждения для клумб и деревьев, стеллажи. Для производства этих, и многих других изделий, активно применяется гибка листов перфорированных листов. Она обеспечивает доступную стоимость готового изделия, высокую точность и скорость изготовления.
Гибка листового металла относится к одной из наиболее популярных и востребованных технологических операций. С ее помощью можно изготавливать изделия со сложным гнутым профилем для самых различных нужд: строительства, сельского хозяйства, транспорта, ландшафтного и интерьерного дизайна, маркетинга, торговли, бытовых целей.
Сегодня широкое распространение получили следующие виды обработки перфорированных листов на гибочном оборудовании:
- гибка стального листа;
- гибка алюминиевого листа;
- гибка оцинкованного листа.
Современные высокопроизводительные прессы легко справляются с самым разным металлом в широком диапазоне размеров и толщин. При этом цена гибки листа определяется следующими моментами:
- используемым металлом (конструкционная сталь, алюминий и сплавы из него, нержавеющая сталь, оцинкованная сталь);
- количеством сгибов и их сложностью;
- размерами и толщиной заготовки;
- величиной партии (стоимость гибки одного или двух экземпляров будет всегда значительно выше, чем партии из нескольких сот или тысяч деталей).
Гибка листовая
Листовая гибка подразумевает придание металлу нужной конфигурации с помощью специального гибочного оборудования, часто оснащаемого ЧПУ для большей производительности и точности изготовления деталей. Сама операция гибки требует высокой квалификации персонала и немалого опыта. Только в этом случае удается получать изделия с точным соблюдением формы и размеров.
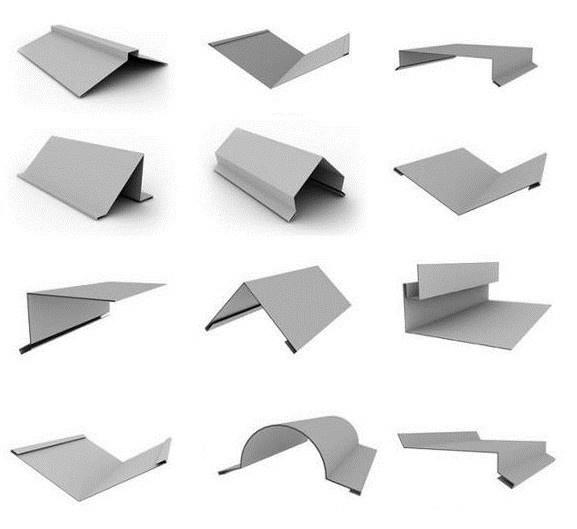
Сегодня с помощью современного высокотехнологического гибочного оборудования можно получить профиль из перфорированного металла практически любой сложности, включающий в себя:
- изгибы под прямым углом;
- S-образные изгибы;
- дугообразные изгибы с любым заданным радиусом;
- изгибы под тупым или острым углом.
Причем нередко заготовка изделия может иметь несколько различных видов изгибов одновременно. Например, при производстве садовой скамейки из перфорированного листа заготовке придают два дугообразные изгиба с разным радиусом кривизны, а также несколько изгибов с острым или прямым углом.
Основные этапы гибки перфорированного листа
Гибка листов металла состоит из нескольких основных технологических операций, каждая из которых требует профессионального подхода и должна выполняться только квалифицированными специалистами:
- Во-первых, изготавливаются чертежи будущего изделия, где точно указываются его линейные размеры, размечаются места сгибов.
- Во-вторых, производится раскрой заготовки перфорированного листа. При этом может применяться как гильотина, если заготовка имеет простую форму с ровными краями, так и лазерная или плазменная резка, если требуется получить деталь со сложной геометрией края.
- В-третьих, выполняется гибка листа металлического. Для этого сначала деталь устанавливают и зажимают в гибочном станке. После с помощью гидроцилиндров листу металла придается нужный изгиб с заданной кривизной и углом. Место сгиба и сила давления рассчитывается исходя из чертежа детали и толщины металла.
- В-четвертых, производится тщательное измерение полученной детали. Если никаких отклонений от чертежа не наблюдается, производится гибка листов всей партии.
- В-пятых, выборочно проводится проверка готовых деталей, чтобы исключить появление брака.
На современном гибочном оборудовании с ЧПУ основные этапы гибки перфорированного листа максимально автоматизированы. Это позволяет свести к минимуму влияние «человеческого фактора» на качество готовых изделий и избежать появления брака. Как итог применения подобного высокотехнологического оборудования – существенное увеличение производительности труда и снижение себестоимости продукции.